
鋼格板是一種由承載扁鋼與扭絞方鋼按照一定的間距正交組(zǔ)合,通過焊接加以(yǐ)固(gù)定(dìng)的開(kāi)敞板式鋼構件。隨著我國經濟的(de)高(gāo)速發展 , 市場競爭的日益激烈 ,客戶對(duì)鋼(gāng)格(gé)板產品質量的(de)要(yào)求也越來越高 。在鋼格板上用(yòng)的扭絞方鋼(gāng) (橫杆 ) ,客戶的要求就非常嚴格(gé) ,主要質量要求如下 : ①扭絞方鋼必須消除拉拔以及(jí)扭絞後的內應力(lì) ,經充分調直後 ,線材(cái)在 1m 內直線度誤差為 ±5mm; ②客戶要求扭絞方鋼表麵不允許出現(xiàn)表麵劃傷 ,且方(fāng)鋼的(de)圓弧角不能被(bèi)磨大 。扭絞(jiǎo)方鋼在鋼格板生產中是必不可少的材料,而扭絞方鋼在運輸時,為了方便都是卷成捆的,在使用時都需(xū)要進行(háng)調直切斷。下麵就對鋼格板扭絞方(fāng)鋼調直切斷機設計原理進(jìn)行詳細(xì)的剖析。

送 料
扭絞方鋼的送料是通過(guò)兩對輸送輥 1 和 8 進行(háng) 。 輸送輥的材(cái)質為錫青銅 ,分別布臵在調直筒的前後兩端 。扭絞方鋼通過輸送輥的同(tóng)步運轉向前運行 ,調整輸送輥彈簧可以改變送線的速度(dù) ,其最(zuì)大值等於(yú)輸送輥外圓的線速度 。輸送(sòng)輥的調節對扭絞方鋼的(de)表麵質量是很重要的 ,如果壓得(dé)太緊 ,就會導(dǎo)致方鋼變形或者出現機械紋 ;反之 ,如果輸送(sòng)輥壓得過鬆 ,扭絞方鋼就(jiù)會在輸送輥上產生相(xiàng)對滑動 ,引起其表麵劃傷(shāng) 。 這兩種情況均會導致產品不及格 。因此 ,應根據不同的產品規格和剛性 ,適當調整彈簧壓力 , 以達到最(zuì)佳的調直效果和生產效率 。
調 直
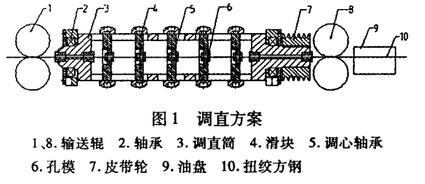
由於扭絞方鋼是通過拉絲機拉拔出來呈盤圓狀的 ,無法自身旋轉 。因此 ,我們采用滾筒(tǒng)式調直是(shì)唯一的辦法 。而目前 ,多數廠家均采用在滾(gǔn)筒內排(pái)列若幹個輥子 ,然後通(tōng)過調節輥子對線材壓力 , 以達到消(xiāo)除(chú)應力目的 。但是 , 因為輥子(zǐ)的硬度一般都在 58 ~ 62HRC ,這樣就很容易令扭絞方鋼出現表麵劃傷 , 而(ér)且方鋼圓弧角也會被磨損 ; 但如果降低輥子的硬度 , 輥子又會很快被(bèi)方鋼“切出 ”一條槽 ,起(qǐ)不到壓力調直的作用 。 圖(tú) 1 調直方案 1、8. 輸送輥 2. 軸承 3. 調直筒 4. 滑塊 5. 調心軸承 6. 孔模 7. 皮(pí)帶輪 9. 油盤 10. 扭絞方鋼 為(wéi)此 ,如圖 1 所示(shì) 。我們采用(yòng)孔模 6 代替原來的 調(diào)直輥 ,裝在調直滾筒 3 中(zhōng) ,以期達到消除摩擦 ,並(bìng)避(bì)免(miǎn)方鋼劃傷和圓弧角被磨損的目的 。孔模 6 安裝在 調心軸承 2 內(nèi) ,被調直(zhí)的方鋼 10 從中間穿過 ,軸承 2 裝(zhuāng)在位臵可以調節的滑(huá)塊 4 內 。在調直時(shí)將滑塊 4 調成交錯壓彎(wān) ,而各個孔模 6 形成相(xiàng)互偏心狀態 , 其偏心大小代表壓(yā)彎量的不同 。孔模 6 的(de)偏心隨著調直筒的轉(zhuǎn)動而繞著扭絞方鋼 10 軸線旋轉 , 使扭絞方鋼 10 在前進過程中各個方向(xiàng)受到多次彈性彎曲 , 從而最終達到調直的目的 。而且 ,我們還在滾筒的入口處增加潤滑油盤 9 ,使扭絞方鋼在進入調直時(shí)表麵就有潤滑油 ,而且得到充分潤滑 。
切 斷
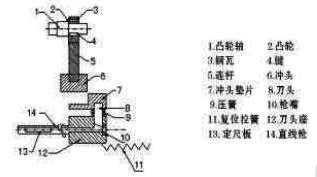
扭絞(jiǎo)方鋼(gāng)調直後需切斷成客戶要求的長度。切斷(duàn)過程由安裝在方鋼出口處的切斷機來完成 ,切斷機由偏心機(jī)構 (如圖 2 中(zhōng) 1 ~6 部件 ) 和切斷機構 (如圖 2 中 7~14 部件(jiàn) )組成 。動力為切斷電機 ,通過皮帶傳(chuán)動使凸輪軸 1 旋(xuán)轉 ,而(ér)衝頭 6 在凸輪 2 的作用下作上下往複運動 。工作時 ,當(dāng)扭絞方鋼在(zài)達到定長時 , 即線材頂住定尺板 13 ,由於線材在(zài)輸送輥(gǔn)的作用下繼續前進 ,就將直線(xiàn)槍 14 向前推動 ,刀(dāo)頭頂部的衝頭墊片 7 凸台就會移動到衝頭 6 的(de)工(gōng)作行程內 ,此時通過(guò)衝(chōng)頭(tóu)墊片 7 衝(chōng)擊刀頭 8 ,從而切斷到標準長(zhǎng)度的扭絞方鋼 。當方鋼自行落(luò)下後 , 在複位拉簧 11 的作用下使切斷機構回複(fù)到初始狀態 ,進(jìn)入下一個循環 。
采用上述調直(zhí)方案和設計理論生產出來的扭(niǔ)絞(jiǎo)方鋼,已經在鋼格板實際生產中得到了廣泛的應用 。而且通過實際生產表明 ,扭(niǔ)絞方鋼在調(diào)直(zhí)後直線度誤差不大於 5mm /m , 方鋼的直線度得到(dào)顯著(zhe)提高 。扭絞方鋼每(měi)條螺旋線間距也無明顯變化 ,方鋼表麵粗糙度(dù)與調直前相比雖(suī)然有所(suǒ)下降 ,但扭絞方鋼均無任何形式的劃傷且圓弧角沒有(yǒu)被磨大 。通(tōng)過多次的反複(fù)實踐證明 ,這(zhè)種調直方式是行之有效的 , 能滿足鋼格板客戶對扭絞方鋼(gāng)的高質量要求 。
 友情鏈接:
鋼(gāng)格柵板|鋼格(gé)板批發|
友情鏈接:
鋼(gāng)格柵板|鋼格(gé)板批發|

掃一掃,關注我們
江陰耐(nài)美鋼格板有限公司
全(quán)國服(fú)務熱線:
0086-510-86900270
詹經理:17365321160
高經(jīng)理:13771262737
傳真:0086-510-86900270
地址:江蘇省江陰市周(zhōu)莊鎮長南村北前頭1號
生產銷售各種規格鋼格柵板,不鏽鋼格柵板,玻璃鋼格柵板(bǎn),鋁(lǚ)格柵等格柵係(xì)列及格柵周邊衍生(shēng)產品, 歡迎大家來電谘(zī)詢!
 王經理
王經理 微信公眾賬號
微信公眾賬號